
Page 133 - Morse_catalog_2022
P. 133
SOLID CARBIDE THREAD MILLS User Guide
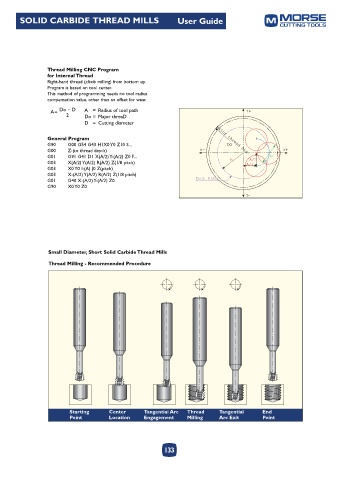
Thread Milling CNC Program
for Internal Thread
Right-hand thread (climb milling) from bottom up.
Program is based on tool center.
This method of programming needs no tool radius
compensation value, other than an offset for wear.
A = Do – D A = Radius of tool path Y+
2 Do = Major threaD
D = Cutting diameter
General Program Major thread Dia.
G90 G00 G54 G43 H1X0 Y0 Z10 S... DO
G00 Z-(to thread depth) X- X+
G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F... D
A/2
G03 X(A/2) Y(A/2) R(A/2) Z(1/8 pitch) A A/2
G03 X0 Y0 I-(A) J0 Z(pitch)
G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 pitch)
G01 G40 X-(A/2) Y-(A/2) Z0 Tool Path
G90 X0 Y0 Z0
Y-
Small Diameter, Short Solid Carbide Thread Mills
Thread Milling - Recommended Procedure
Starting Center Tangential Arc Thread Tangential End
Point Location Engagement Milling Arc Exit Point
133