
Page 100 - Morse_catalog_2022
P. 100
SOLID CARBIDE DRILLS User Guide
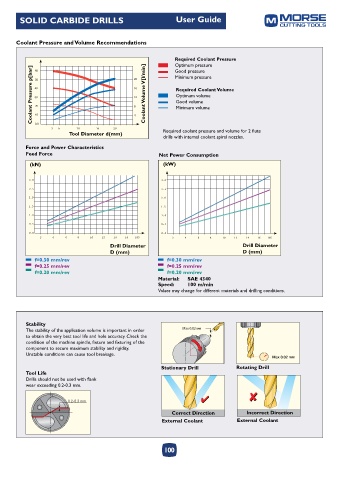
Coolant Pressure and Volume Recommendations
Required Coolant Pressure
Optimum pressure
Coolant Pressure p[bar] 40 50 20 Coolant Volume V[l/min] Required Coolant Volume
Good pressure
60
Minimum pressure
16
Optimum volume
30
12
Good volume
8
20
Minimum volume
10
0.0
3 5 10 15 20 4
Tool Diameter d(mm) Required coolant pressure and volume for 2 flute
drills with internal coolant spiral nozzles.
Force and Power Characteristics
Feed Force Net Power Consumption
(kN) (kW)
3.0 3.0
2.5 2.5
2.0 2.0
1.5 1.5
1.0 1.0
0.5 0.5
0.0 0.0
2 4 6 8 10 12 14 16 185 2 4 6 8 10 12 14 16 185
Drill Diameter Drill Diameter
D (mm) D (mm)
f=0.30 mm/rev f=0.30 mm/rev
f=0.25 mm/rev f=0.25 mm/rev
f=0.20 mm/rev f=0.20 mm/rev
Material: SAE 4340
Speed: 100 m/min
Values may change for different materials and drilling conditions.
Stability
The stability of the application volume is important in order Max 0.02
to obtain the very best tool life and hole accuracy. Check the
condition of the machine spindle, fixture and fixturing of the
component to secure maximum stability and rigidity.
Unstable conditions can cause tool breakage.
Max 0.02 mm
Stationary Drill Rotating Drill
Tool Life
Drills should not be used with flank
wear exceeding 0.2-0.3 mm.
0.2-0.3 mm
Correct Direction Incorrect Direction
External Coolant External Coolant
100